Решить это задание
Сталь горячей прокатки 400 шероховатость 6,3 фрезовать 3 - х граник l =150 мм нужно решить задачу по машиностроению
Решить это задание
Сталь горячей прокатки 400 шероховатость 6,3 фрезовать 3 - х граник l =150 мм нужно решить задачу по машиностроению
Сталь горячей прокатки 400 шероховатость 6,3 фрезовать 3 - х граник l =150 мм нужно решить задачу по машиностроению

Похожие вопросы
Не можешь разобраться в этой теме?
Обратись за помощью к экспертам
Гарантированные бесплатные доработки в течение 1 года
Быстрое выполнение от 2 часов
Проверка работы на плагиат
Поможем написать учебную работу
Для решения данной задачи по машиностроению, связанной с фрезерованием стальных деталей, необходимо учитывать несколько ключевых факторов.
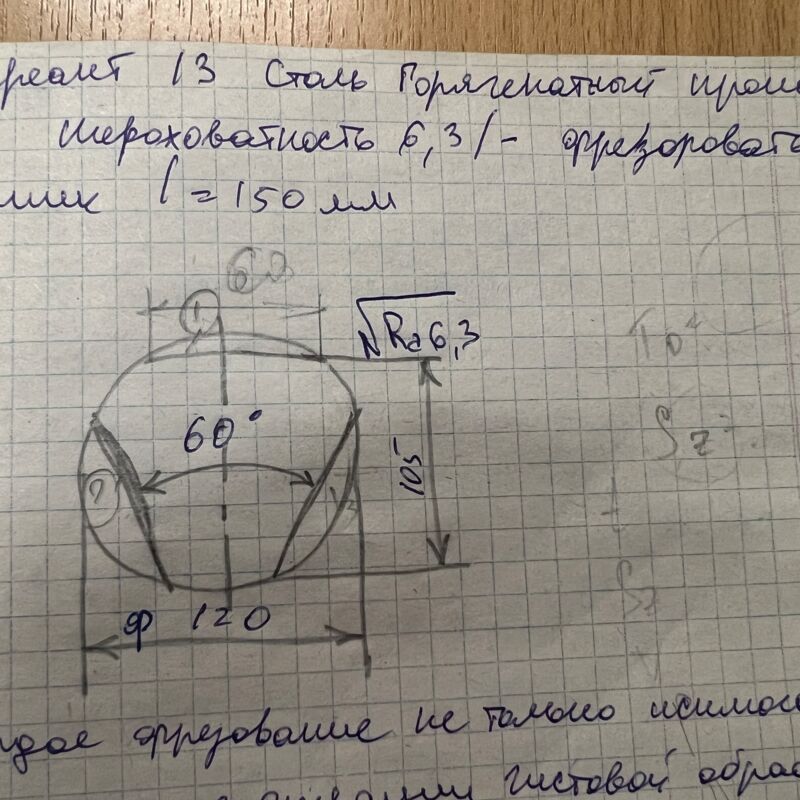
ЗадачаНеобходимо произвести фрезерование трехгранника длиной l = 150 мм из стали горячей прокатки с шероховатостью Ra = 6,3 мкм.
Основные параметры процессаМатериал детали: Сталь горячей прокатки.Требуемая шероховатость: Ra = 6,3 мкм.Размер детали: l = 150 мм.Шаги для решения задачиВыбор инструмента:
Для фрезерования тригранника лучше всего использовать фрезу с тремя лезвиями (или многогранную фрезу). Убедитесь, что материал фрезы подходит для обработки углеродной стали (например, HSS или карбидные фрезы).Параметры обработки:
Скорость резания (Vc):Для стали горячей прокатки рекомендуемая скорость резания составляет примерно 30-50 м/мин (зависит от типа фрезы и станка). Подача (f):
Для фрезы с тремя лезвиями можно установить подачу в пределах 0,1-0,2 мм/об. Глубина резания (ap):
Зависит от состояния заготовки и фрезы, но рекомендуется не более 2-5 мм для начального прохода.
Расчет времени обработки:
Рассчитайте общее количество проходов, необходимых для достижения нужной шероховатости.Время обработки можно определить по формуле:[
T = \frac{L}{f \cdot n}
]
где:T — время обработки в минутах,L — длина обрабатываемой поверхности,f — подача (мм/об),n — число оборотов шпинделя в минуту.
Контроль качества:
После обработки проверьте шероховатость поверхности с помощью соответствующего оборудования. Возможно, понадобится дообработка для достижения необходимого значения Ra.Технологический процесс:
Убедитесь, что все этапы технологического процесса (зажим детали, охлаждение во время обработки и т.д.) соблюдены для обеспечения качества обработки.ВыводыОсновной акцент в данной задаче следует делать на правильном выборе инструмента, параметров резания и контроле качества. После выполнения всех расчетов и обработки, следует внимательнейшим образом проверить готовую деталь на соответствие заданным характеристикам.
Если вы имеете в виду конкретные дополнительные данные или параметры, пожалуйста, уточните, и я постараюсь помочь более детально.